


ERP, MES, APS, MRP material requirements planning e Schedulatore sono termini ricorrenti in un’azienda manifatturiera. Quando si parla di produzione, si sentono utilizzare diversi acronimi che, per i non addetti ai lavori, potrebbero rendere difficile la comprensione dell’argomento. Facciamo insieme un po’ di chiarezza con la guida di Samantha Cicchelero, Chief Marketing Officer di Qualitas.
Quando sono entrata in azienda, diversi anni fa, capire di cosa si occupasse l’uno o l’altro – ad esempio mes mrp erp software – è stato tutt’altro che facile. Ad illuminarmi su questo aspetto è stato Sergio Gasparin che – con alcune semplici indicazioni – mi ha aiutato a contestualizzare meglio le diverse funzionalità.
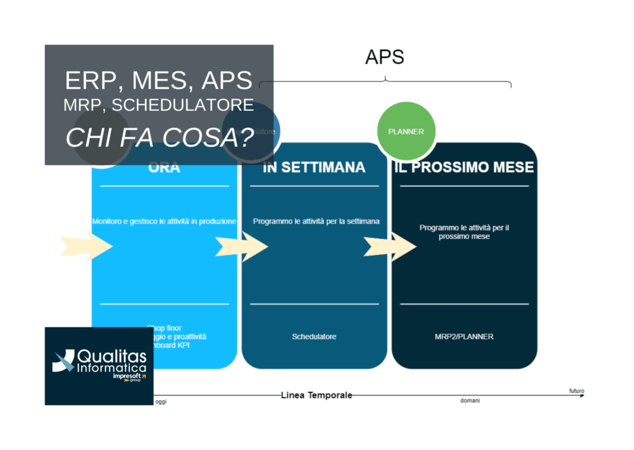
Per prima cosa partiamo dal fattore tempo: se poniamo una linea temporale, le cose che accadono oggi sono di dominio del MES, ciò che succede domani o tra una settimana è di pertinenza dello schedulatore/sequenziatore (MRP Schedule), mentre quello che avverrà tra un mese è compito del MRP planner (o, per gli addetti ai lavori, MRP2). E se guardiamo agli ordini da produrre come tralasciare il sistema MRP che permette di definire i fabbisogni dell’azienda?
Un secondo passaggio è capire che cosa si intende per ERP (indicato a volte con il temine “gestionale”), un software comune e trasversale a tantissime aziende. L’ERP acronimo di Enterprise Resource Planning ed una delle sue più comuni funzionalità è la gestione della contabilità. Il suo dominio si estende dall’inserimento dell’ordine cliente all’emissione della fattura di vendita, sino alla dichiarazione IVA o all’inventario di magazzino. La cosa importante da sapere è che
Un MES non è un ERP.
Ti sei mai chiesto che cosa succede dopo che un ordine arriva da un cliente?
Bene, supponiamo di essere in azienda con Fabio, commerciale di una grande azienda che vende preparati per dolci. Il suo cliente più importante gli ha appena inviato una conferma d’ordine che attendeva da qualche settimana e che gli risolve anche il raggiungimento del budget di questo mese :-).
Che cosa succede quando arriva una conferma d’ordine da parte di un cliente? E mi riferisco al flusso interno che prevede l’emissione di un ordine di produzione verso il proprio l’ufficio di produzione, dopo che la conferma d’ordine inserita all’interno dell’ERP, che cosa accade?
Un esperto di pianificazione della produzione e programmazione della produzione ti potrebbe raccontare che, a fronte degli ordini ricevuti dai clienti, c’è sempre una persona in azienda che deve rispondere a tre domande. Tre domande strategiche a cui soltanto un MRP software può rispondere:
- Che cosa produrre o acquistare?
- Quanto produrre e acquistare?
- Quando produrre e acquistare?
Indice dei contenuti
- MRP – Material Requirements Planning
- APS
- Schedulatore
- ERP, MES, APS, MRP e Sequenziatore: ogni cosa al suo posto e ogni posto ha la sua cosa!
MRP – Material Requirements Planning
L’MRP acronimo di Material Requirement Planning, è un algoritmo che si occupa di stabilire i fabbisogni di materiali o semilavorati per realizzare i prodotti ordinati dai clienti.
In pratica, a fronte di cosa devo realizzare, il Sistema MRP produzione verifica quali ingredienti devo usare, quelli che ho in casa e quelli che devo procurarmi.
Per capire meglio cos’è un MRP Systems, riutilizzo un esempio culinario che hanno utilizzato Massimo Grizzo e Paolo Sbalchiero ad un pranzo di un afoso martedì di luglio, che, come si suol dire, mi “ha aperto un mondo”.
MRP Esempio
Supponiamo di avere una nonna che deve preparare una torta: ha la lista degli ingredienti ed il metodo di lavorazione.
.jpg?width=626&height=417&name=cook-with-eggs-rustic-kitchen-against-men-s-hands_155003-12757%20(1).jpg)
Food photo created by master1305 – www.freepik.com
C’è quindi la nonna – e se è mia suocera sfoggia il suo meglio con la crostata – il forno e lo stampo. Quello che ti manca è sapere, per gli ingredienti che servono, cosa hai disponibile e cosa invece ti manca. L’algoritmo MRP fa proprio questo, ti dice cosa c’è di disponibile e che cosa ti manca.
MRP Significato
Per tornare al nostro argomento, in fabbrica la lista di ingredienti è rappresentata dalla distinta base, mentre il metodo di lavorazione si traspone nel concetto di ciclo di lavoro. Ovviamente poi a questo c’è da aggiungere la nonna come operatore, il forno come macchinario e lo stampo per la parte di attrezzature.
La pianificazione MRP: una simulazione a capacità infinita
L’MRP quindi si occupa di fare una simulazione a capacità infinita. Significa che, per tornare al nostro esempio di prima, se si potessero fare tante torte senza tenere presente il vincolo del fatto che si ha a disposizione un unico forno, un unico stampo ed una sola cuoca – la nonna per l’appunto – non ci sarebbero limiti di tempo e di produttività.
L’MRP quindi conosce cosa serve, come farlo, il personale necessario e i macchinari disponibili. Ribadisco il concetto che il limite di un MRP è che realizza una simulazione a capacità infinita che, per esempio, non tiene conto del fatto che:
- nel forno ci sta una sola torta alla volta
- la torta impiega 1,5 ore per cuocere
- in un giorno ci sono 24 ore ma il turno di lavoro è di 8 ore
Ci sono diversi programmi MRP per la programmazione della produzione, ma dove si colloca funzionalmente un MR? Spesso l’MRP è disponibile all’interno dell’ERP come l’MRP SAP oppure, nel nostro caso, è disponibile dell’area funzionale APS di NET@PRO.
Bene, abbiamo definito:
- l’ordine del cliente
- l’ordine di produzione
- l’ordine di acquisto di materie prime e semilavorati con mrp system
e ora?
MRP2Planner : la pianificazione della produzione
Come si supera il limite della pianificazione mrp a capacità infinita? Per superare il limite della simulazione a capacità infinita del MRP, ci viene in aiuto il MPRii, acronimo di Manufacturing Resource Planning e conosciuto, a volte, anche come PLANNER. L’MRP Planning – in NET@PRO l’MRP ii si chiama PLANNER – è in grado di fare una simulazione a capacità finita e cioè realizza una pianificazione di produzione tenendo conto dei diversi vincoli di produzione.
MRP Planner: dalla simulazione a capacità infinita a quella finita con vincoli di produzione
Un planner è in grado di dirti esattamente quando riesci a consegnare quell’ordine, tenendo conto dei vincoli di produzione, delle materie prime e semilavorati disponibili e di quelli ordinati.
Quali sono i vincoli di produzione?
Per tornare al nostro esempio di prima della torta, e se lo scaliamo in un’azienda di produzione, i vincoli di produzione sono il numero di:
- forni;
- nonne;
- e stampi disponibili.
Come sappiamo però le nonne hanno abilità diverse, pertanto se pensiamo che solo alcune di loro sono bravissime a fare la pasta matta (e se sei un appassionato di strudel sicuramente sai di cosa parlo), puoi programmare lo strudel solo tenendo conto della nonna che conosce quel tipo di lavorazione.
Ecco perché il planner è in grado di farti la datazione precisa degli ordini.
Bene, ora grazie al software MRP abbiamo definito quali sono i materiali da acquistare, la sequenza delle lavorazioni per ottenere il prodotto finito. Con l’MRPii abbiamo datato le scadenze degli ordini e le diverse fasi di lavorazione. Ora è il momento di mettere il piede in fabbrica e andare a produrre :-).
Che cos’è un MES?
Il MES è il gestionale specifico per la produzione. Oggi l’acronimo MES ha il significato anche di Meccanismo Europeo di stabilità, ma nel nostro caso ci interessa il suo significato originario riferito alla produzione e quindi Manufacturing Execution System.
Nelle aziende che non hanno un MES, le macchine e gli operatori dichiarano il task di produzione e i pezzi prodotti su carta o in generale a consuntivo, rendendo così impossibile al responsabile di produzione conoscere lo stato di avanzamento della produzione in tempo reale. Per superare questo grande limite, negli anni novanta sono nati i sistemi MES. Se desideri approfondire che cos’è un Software MES – Manufacturing Execution System.
Il MES è l’occhio vigile in fabbrica che controlla ciò che accade ora.
Raccoglie i dati di produzione da personale e macchine e li rende disponibili al management. Il MES è il braccio operativo in fabbrica e, in primis, toglie l’uso della carta dal reparto produttivo. In questo modo si evitano le doppie dichiarazioni – prima su carta poi con l’inserimento manuale a computer – e si individuano le anomalie di produzione in tempo reale, prima che si verifichi una deriva di produzione con il rischio correlato di consumo errato di materie prime preziose.
Eccoci arrivati al cuore della questione, siamo in fabbrica spalla a spalla con l’operaio o con l’operatore a bordo macchina.
In fabbrica, spalla a spalla con l’operaio
Per spiegare meglio qual è lo scenario in cui ci troviamo ad operare, utilizzo un aneddoto personale. Mio papà ha lavorato tanti anni come fuochista turnista in un’azienda produttrice di vasi in terracotta, molto nota qui nella nostra zona. Lui si occupava di fare cuocere – ovvero fare “essiccare” – i vasi in forno. Gli arrivavano quindi dei fogli di carta con il numero di vasi pronti da essere infornati. Lavorava su tre turni da otto ore, quindi oltre a:
- controllare il numero di vasi che arrivavano per essere infornati;
- segnare l’ora di ingresso in forno;
- verificare la temperatura del forno e monitorarla costantemente perché non aumentasse nè scendesse troppo;
Doveva anche segnare, sullo stesso foglio di carta, l’ora di fine essicazione ed il numero di vasi usciti, quelli buoni come “pezzi buoni” e quelli scarti. Era un controllo manuale visivo: doveva verificare che i vasi fossero asciutti, non avessero crepe e che il colore fosse omogeneo. Una volta che i vasi uscivano dall’essiccatoio, caricava a mano i pezzi buoni – taluni anche di 50kg – su dei carri che portavano il prezioso carico allo step successivo, per essere imballati e pronti alla vendita. Mentre i vasi che non superavano il test di qualità perché ancora troppo umidi o con crepe, finivano negli scarti e trasformati di nuovo in argilla per essere reinseriti, come materia prima, all’interno del processo produttivo.
Alla fine del turno, quello stesso foglio di carta diventava il testimone per il responsabile del forno del turno successivo.https://www.qualitas.it/integrazione-tra-sistemi-erp-e-mes/
Il foglio di dichiarazione su carta: un prezioso testimone per i turnisti
Non gli ho mai chiesto dove andasse a finire quel foglio di carta con le numeriche relative alla produzione. Posso ipotizzare che un responsabile di produzione appena entrato in turno e ad ogni cambio turno, facesse il giro dei forni e degli essiccatoi per raccogliere le numeriche. Poi, una volta in ufficio le consegnava al personale dedito all’inserimento dei dati per inserirle manualmente all’interno del sistema gestionale (ERP).
Dal foglio di carta al Software MES
Poi, quando ancora frequentavo le elementari, le cose in fabbrica cambiarono. Mi raccontò dell’avvento dei computer all’interno del processo produttivo. Iniziò a portarsi gli occhiali per guardare il monitor dove digitare il numero di pezzi che entravano nell’essiccatoio e per segnare i pezzi buoni che ne uscivano. Imparare ad usare un computer fu per lui una piacevole novità. Quando mi raccontava del nuovo sistema, scorgevo il tentativo di cogliere, mentalmente, gli spazi e i metodi di questa nuova architettura informatica che si sostituivano a tanti anni di pratica.
Per tornare a noi, il Software MES per la raccolta dati e avanzamento della produzione, nella visualizzazione semplificata di reparto si chiama Shop Floor Client, è il software che consente di distribuire automaticamente agli operatori e macchine il piano di produzione creato dallo schedulatore. Sì perchè il piano di produzione a breve termine rientra nell’area della programmazione della produzione.
Questo introduce notevoli miglioramenti a livello di comunicazione aziendale perché:
- L’operaio ha la lista dei compiti (task) da processare
- Per ogni task “lavorazione” ha le caratteristiche e può trovare:
- Delle note
- Dei video esplicativi
- I disegni cad
- Dei pdf con delle specifiche
L’operaio quindi arriva sulla macchina e dal tablet fa la dichiarazione di inizio attrezzaggio. A macchina attrezzata e pronta a lavorare esplicita sul tablet la chiusura dell’attrezzaggio. A questo punto inizia la produzione e dichiara l’avvio del task di lavorazione sulla macchina. Quando ha prodotto i pezzi previsti, chiude la lavorazione ed effettua il versamento dei pezzi buoni e dei pezzi scarti. Se l’operaio lavora in una fabbrica che produce vasi, come mio papà, potrebbe succedere che alla fine dell’essiccazione e con lo spostamento dei vasi, rimanga dello sporco e che la postazione vada pulita. A questo punto l’operatore può dichiarare l’inizio di un’attività indiretta.
Eh sì, la meraviglia di un MES! Sì perché con un Software MES sei in grado, automaticamente, di suddividere i tempi di lavoro in:
- Tempo di attrezzaggio
- Tempo di pulizia (come attività indiretta)
- Tempo di produzione effettivo
Per un’azienda manifatturiera questi dati sono preziosi perché consentono di poter operare sul livello di efficienza per migliorare i processi di produzione.
APS
Il software APS acronimo di Advanced Planning & Scheduling,è il sistema per la programmazione e la pianificazione della produzione. Il vantaggio di utilizzare un APS è quello di gestire contemporaneamente una vasta gamma di vincoli in produzione offrendo un valido aiuto decisionale per la parte di pianificazione e schedulazione.
Le aziende più efficienti ed organizzate, fanno trovare la lista dei compiti di produzione – conosciuto anche come Piano di Produzione – all’inizio del turno, suddiviso per macchina e per operatori, con materie prime e semilavorati già disponibili e pronti all’uso.
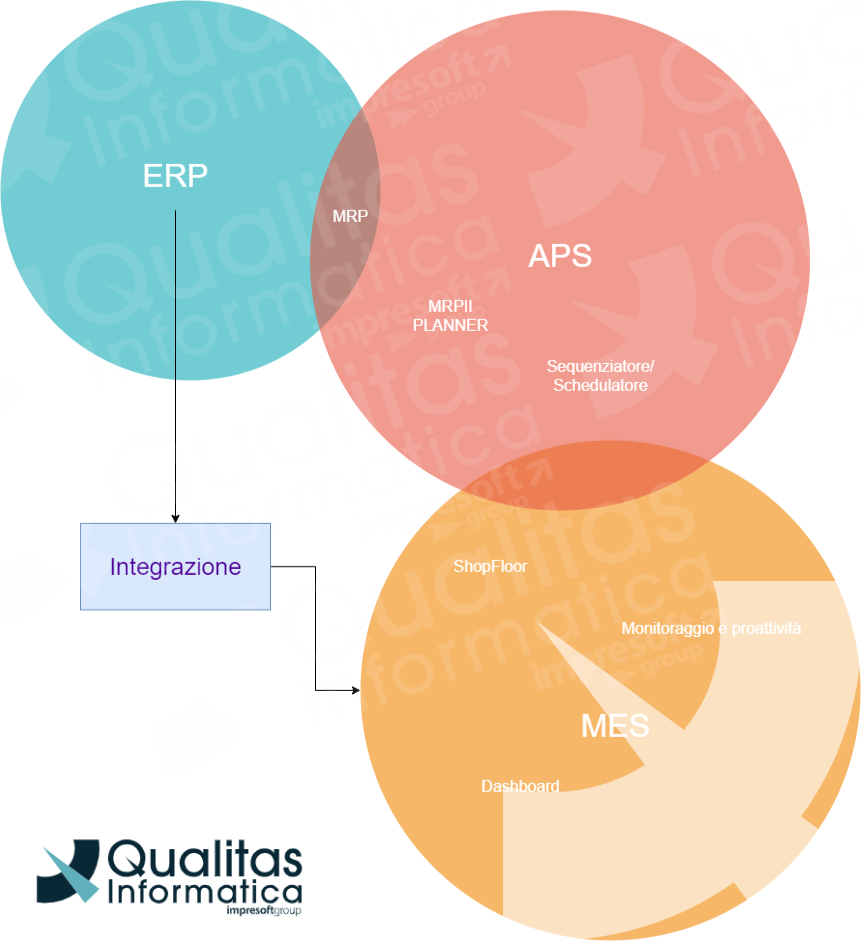
All’interno dell’area APS troviamo quindi software differenti che rispondono a bisogni specifici. Con un diagramma di VENN forse diventa più facile spiegarlo:
Schedulatore
Lo schedulatore o il sequenziatore è il software che consente al responsabile di produzione di definire o “ribaltare” la pianificazione a capacità finita del PLANNER nel piano di produzione, suddiviso per operatori e macchine che poi ritroviamo all’interno del MES Shop Floor. In azienda è possibile avere una o più postazioni di sequenziazione, a seconda delle dimensioni del reparto produttivo.
ERP, MES, APS, MRP e Sequenziatore: ogni cosa al suo posto e ogni posto ha la sua cosa!
Siamo alla fine di questo viaggio, e per fare il punto della situazione – e i più esperti mi perdoneranno per questo tentativo di semplificazione – possiamo riepilogare con:
- ERP è il gestionale per la contabilità
- MES è il gestionale per la produzione
- APS di occupa della programmazione e pianificazione di produzione all’interno del quale troviamo:
- MRP per il calcolo dei fabbisogni di materie prime, persone e macchine
- MRPII per la datazione degli ordini
- Sequenziatore/schedulatore per il piano di produzione a breve termine
La forza di questi sistemi è che lavorano insieme, si integrano e condividono le informazioni per facilitare il compito delle imprese manifatturiere, ovvero quello di migliorare e aumentare il loro business.